一切完备的HPLC系统
一切完备的HPLC系统
【适用于过程控制分析的高效液相色谱系统】
仪器设备的精密性和稳定性是过程分析中获得可靠分析结果的前提,除此之外,还必须排除操作过程中的误差来源,通过适当的软件设置和易于操作的系统即可实现上述目标。
过程分析对于所应用的分析系统及其操作提出了特殊要求。要获得准确、可靠的结果,必须保证仪器系统的精密性和稳定性,这样才能确保结果准确且具重现性。除了选择适当的设备组件之外,消除操作中可能的误差来源也很重要,通过合适的软件调整和系统的简便操作即可实现上述目标。通常情况下,在引入系统和经过专门训练之后,不仅是要通过所伴随的分析来保证生产,还要通过包括取样在内的现代化分析来对生产参数加以修正和优化。上述攻略已在德国许尔特市CABB Chemiepak公司的全球最大的、年产量达数千吨一氯乙酸(MCE)生产设备上实施。
多年来,JASCO-HPLC(LC-2000系列,带分析泵2080,在线脱气装置DG2080-53, 紫外检测器UV-2075,数据接口LC-Net-II 盒,软件Chrompass)分析系统已成功地投入运行,另有手动进样阀(Rheodyne RH-7725-1)。为了提高产率,还扩充了一台自动进样器。这里需要考虑运行的若干边界条件。对于生产运行的监控是采用倒班工作的方式进行的,因此分析工作应该让所有的值班人员都能较容易地执行。此外,还应尽量避免任何附加的操作步骤,特别是涉及到取样、加样和软件操作。
分析系统及其运行必须适合于所建立的生产方式和在线过程中的工作人员能力的需要。软件已经通过内部针对运行的需要进行了调整,原先的系统也通过一台专门改进过的自动进样器(JASCO-AS-2057)加以扩充。
在软件方面需要通过有限授权来实现上述规则。倒班的工作人员仅被允许调出和启动在软件中所设置的分析方法,只能执行工作列表中的那些必要的工作步骤。而其余的动作,如对于方法的修正以及对于所用的样品位置的更改,都应消除。在启动工作列表之前,通过专门支架上的常规取样容器来完成对自动进样器中样品位置的安排。为此,将自动进样器执行单元的空间放大,并为取样容器配置了专门的架子(如图1所示)。

图1. 放大了的针对取样容器配有专门架子的自动进样器执行单元。
简化流程 快速优化
生产中必须保证:对于浓度最大值不超过100ppm的次要组成,以0.1%的精度加以测定。其2012年的结果如图2所示。较大的偏差仅见于在更换组件例如流动相、柱子和过滤器等所发生的系统变更之时。为消除上述误差来源,对每次变更均要进行重新校准,且结果要通过外加分析加以控制。这样就不仅保护了自身的数值,同时也便于对外加分析结果的掌握。分析执行如下:在安置好样品容器和调出了软件中的工作列表之后,即可启动分析过程。所须的结果计算已存储于软件中,对每个样品自动进行求值并打印。借助于对仪器软件的适当调节和对自动进样器的机械修正,即便是与倒班的工作人员一起,也能及时且不受干扰地对过程分析中重要的数据进行收集,并对可能出现的过程偏差进行应对,快速地进行过程优化。分析系统进行上述改进之后,已成功地用于生产监督和过程优化中,此外,还作为控制手段用于生产设备的运行研究当中。
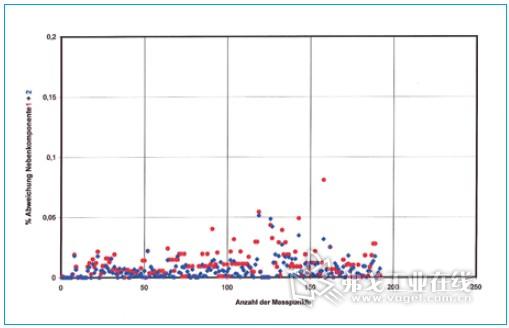
图2. 次要组分1+2,相对于2012年参考值的百分偏差。
采用HPLC进行过程控制分析
在过程分析范畴中所施行的过程内部控制,是通过对包括倒班生产人员在内进行生产时所作的过程监控来完成的。为了尽可能地减少误差来源,应避免任何附加的工作步骤,特别是取样、进样及软件操作。通过对仪器软件的内部调节,例如严控有限授权和对自动进样器实施特殊的修正,能够保证获得重要的分析结果。
Cabb 有限公司
展源
何发
相关文章
-

适用于过程控制分析的高效液相色谱系统
2020-05-27
-

药物分析中的高效液相色谱
2023-02-08
-

超高效液相色谱在中药复杂物质体系分析中的应用
2021-12-03
-

高效液相色谱 (HPLC) 硬件:色谱柱
2024-04-01
-

高效液相色谱法分析头孢硫脒
2021-03-02
-

高效液相色谱法的优点和常见问题浅析
2020-09-14
-

高效液相色谱法词汇
2020-09-14
-

HPLC系统配合核壳型色谱柱快速分析醛酮类成分
2020-05-27
-

液相色谱流动相的21条使用注意事项
2022-03-14
-

固化剂中游离MDI的高效液相色谱分析
2021-01-12

加载更多